Notizie
-
01-17 2025
Cinque fattori importanti nell'uso della bordatura
1、Materiale di base per l'adesivo hot melt per la sigillatura dei bordi 2、Viscosità dell'adesivo hot melt per la sigillatura dei bordi 3、Densità dell'adesivo hot melt per la sigillatura dei bordi 4、Densità dell'adesivo hot melt per la sigillatura dei bordi 5、Densità dell'adesivo hot melt per la sigillatura dei bordi
-
01-17 2025
I fondamenti della tecnologia di bordatura
Requisiti di base per il substrato 1 Materiali come il pannello di fibra a media densità o il truciolato sono utilizzati come materiale di base per l'avvolgimento dei bordi, ma a causa del basso costo del truciolato, viene spesso utilizzato come materiale di base per i componenti di avvolgimento dei bordi. I principali indicatori tecnici del truciolato adatto all'avvolgimento dei bordi sono che quando lo spessore del truciolato è maggiore di 10 mm, la sua deformazione deve essere inferiore o uguale allo 0,5%; La forza di legame interna deve soddisfare i requisiti dello standard nazionale (92) per il truciolato di prima classe e di alta qualità di Classe A, in modo che la forza di legame tra il materiale di superficie e il truciolato durante l'avvolgimento dei bordi possa ottenere buoni risultati. La densità del truciolato deve essere controllata tra 0,6-0,85 grammi per centimetro cubo, il che è utile per la fresatura del profilo del bordo e può ottenere un'elevata levigatezza della superficie, riducendo al contempo la penetrazione dell'adesivo e garantendo una quantità di adesivo sufficiente durante l'incollaggio dei bordi. Il substrato deve essere sabbiato prima dell'uso per controllare la tolleranza di spessore entro 0,1 mm dal terreno. Requisiti di base per materiali a 2 strati Il materiale dello strato superficiale dovrebbe generalmente avere buone prestazioni di piegatura in condizioni di riscaldamento. La macchina per bordatura continua diretta può utilizzare una varietà di materiali per bordatura, come impiallacciatura melaminica a bassa pressione CPL, carta per pellicole di vernice e materiali per impiallacciatura, ma il materiale di superficie comunemente utilizzato è il pannello adesivo melaminico a bassa pressione. Lo spessore del materiale di superficie per l'avvolgimento dei bordi utilizzando una macchina per bordatura continua diretta post-formatura è generalmente inferiore a 0,35 mm e le prestazioni di piegatura e la resistenza del materiale di superficie hanno un impatto significativo sulla qualità dell'avvolgimento dei bordi. Requisiti di base per materiali a strati bilanciati Per garantire che i componenti non si deformino, uno strato di bilanciamento deve essere incollato sul retro dei componenti. Il materiale utilizzato per lo strato di bilanciamento dovrebbe essere lo stesso del materiale dello strato superficiale, ma a causa dell'elevato prezzo del materiale dello strato superficiale, per il materiale dello strato di bilanciamento vengono generalmente utilizzati impiallacciatura di melamina a bassa pressione ordinaria o altri materiali flessibili. Nella produzione effettiva, la deformazione può verificarsi dopo l'avvolgimento del bordo, principalmente a causa dell'uso improprio dei materiali dello strato superficiale e di bilanciamento. Solo quando lo spessore del materiale dello strato superficiale moltiplicato per il modulo elastico del materiale dello strato superficiale è uguale allo spessore del materiale dello strato di bilanciamento moltiplicato per il modulo elastico del materiale dello strato di bilanciamento, non ci sarà alcuna deformazione dei componenti avvolti con bordo postformato.
-
01-17 2025
La relazione tra bordatura e adesivo hot melt
L'adesivo hot melt è sempre più utilizzato nella sigillatura dei bordi dei mobili, ma si incontrano anche molte difficoltà durante l'uso. Di seguito è riportata un'analisi specifica dei problemi comuni di incollaggio con adesivo hot melt per la sigillatura dei bordi: 1、 Distacco della sigillatura dei bordi: verificare se il funzionamento è corretto, operare secondo i requisiti di funzionamento della macchina e i parametri corretti dell'adesivo hot melt; verificare se la bordatrice funziona correttamente; il rivestimento posteriore della bordatura è normale? Se si tratta di una bordatura in legno, verificare se si tratta di una specie di albero multi-grasso o se l'umidità del tessuto non tessuto sul retro è qualificata; il tipo di hot melt è adatto; c'è qualche problema di qualità con la soluzione hot melt. 2、 Resistenza insufficiente alla sigillatura dei bordi: se il tipo di adesivo hot melt utilizzato è appropriato; Il pannello è troppo soffice o non qualificato e il tempo di accatastamento del pannello è troppo lungo, causando troppa polvere nelle porte; Se la bordatura è contaminata; Se il rivestimento posteriore della bordatura è uniforme; La temperatura dell'adesivo hot melt non è corretta, la pressione della bordatrice è insufficiente e la pressione di esercizio della bordatrice manuale si basa sul controllo manuale, che è particolarmente soggetto ai problemi di cui sopra; La temperatura dell'ambiente operativo è troppo bassa. 3、 Linea di colla spessa: il modello utilizzato non è corretto. Ad esempio, la colla veloce viene utilizzata su una macchina lenta e non è legata, mentre la colla a caldo ha già iniziato a solidificarsi, con conseguente compressione allentata; La precisione della lavorazione della lamiera è insufficiente, la segatura non è buona e il bordo di taglio non è sufficientemente dritto; La bordatura è deformata e non è sufficientemente orizzontale o curva; La ruota di pressione della bordatrice è usurata e la pressione è irregolare su e giù, con conseguente spesse linee adesive su un lato; La pressione della bordatrice è insufficiente e non può essere stretta. È richiesta una pressione di 3-5 kg/cm2; La quantità di colla applicata è troppo grande, causando il traboccamento della colla. 4、 Foglio contaminato dalla trafilatura: scarsa qualità dell'adesivo hot melt; selezione impropria dei modelli, come l'uso di colla lenta su macchine ad alta velocità, tempo di apertura prolungato dell'adesivo hot melt e lenta asciugatura della colla; la temperatura dell'adesivo hot melt è troppo alta o la velocità della bordatrice è troppo elevata; la quantità di colla applicata è troppo grande; la qualità del rullo della colla è scarsa e non può essere rivestito uniformemente o regolato ragionevolmente. 5、 Dopo aver spruzzato la vernice per alcuni giorni dopo la sigillatura dei bordi, cade: la sigillatura dei bordi non ha raggiunto un'elevata forza di adesione. Controllare se l'operazione è ragionevole o se la qualità dell'adesivo hot melt è qualificata; Vernice spray che si stacca dall'impiallacciatura di legno, controllare se c'è troppo grasso sul retro dell'impiallacciatura o se il tessuto non tessuto (carta) sul retro è troppo bagnato; Vernice spray che si stacca dall'impiallacciatura di legno, controllare se i pori dell'impiallacciatura sono troppo grandi e se il solvente della vernice penetra nell'adesivo e danneggia la pellicola adesiva; La qualità dell'adesivo hot melt non soddisfa i requisiti e l'adesivo a bassa temperatura non è adatto per l'uso in tali processi; Una cattiva gestione durante la sigillatura dei bordi si traduce in spesse linee adesive, con conseguente scarsa sigillatura e penetrazione del solvente nella pellicola adesiva, che può danneggiarne la resistenza.
-
01-17 2025
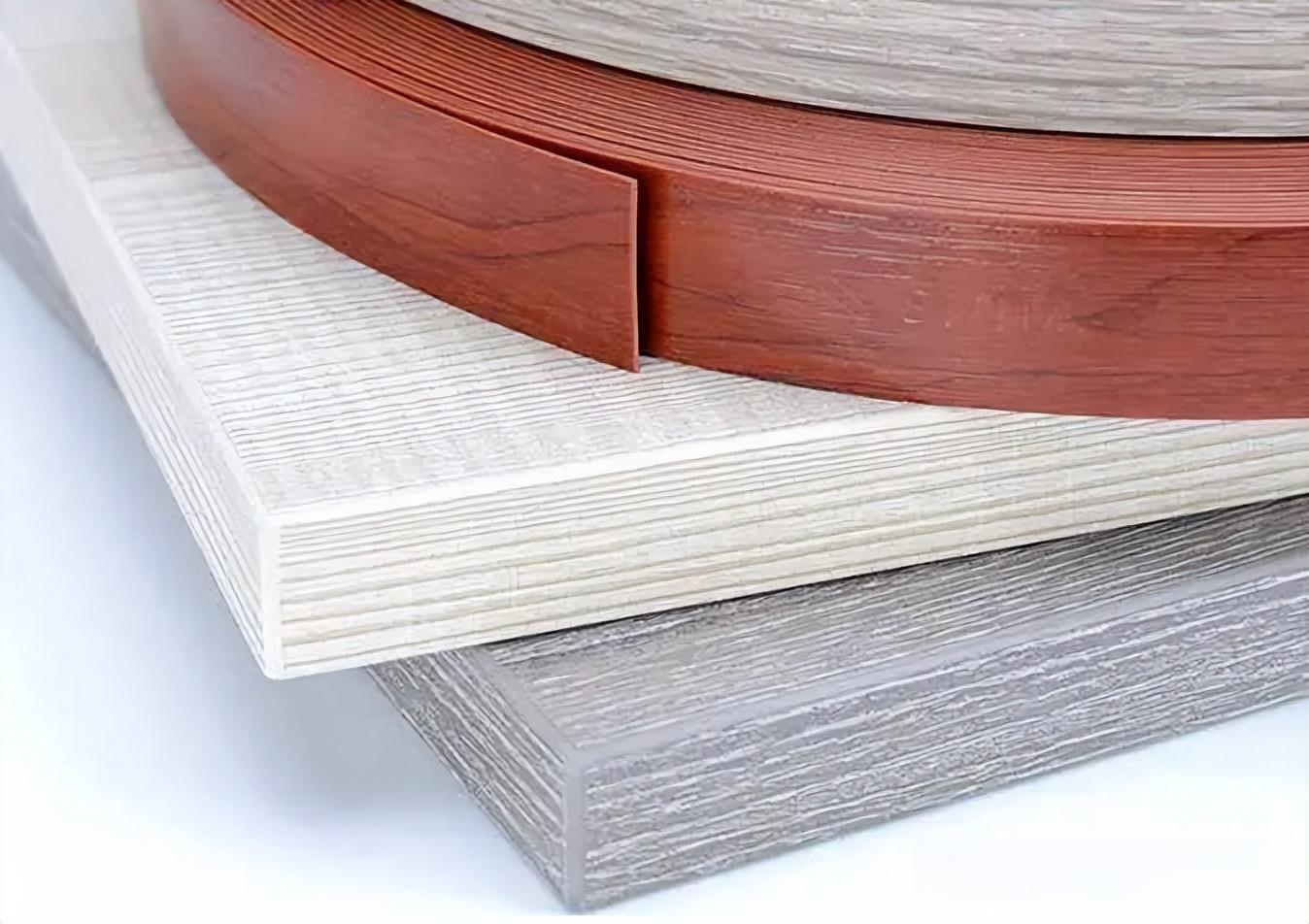
Che cosa sono i bordi per mobili in PVC?
La bordatura in PVC è un materiale termoplastico a bobina costituito principalmente da cloruro di polivinile (PVC), addizionato di plastificanti, stabilizzanti, lubrificanti, coloranti e altri additivi, miscelati e pressati insieme. La sua superficie presenta motivi come venature del legno, motivi tecnologici, marmo, motivi in tessuto e colori pieni, con una superficie morbida e lucida e una sensazione realistica e tridimensionale del legno; la levigatezza della superficie e le proprietà decorative possono essere personalizzate in base alle esigenze del cliente, con una certa resistenza al calore, resistenza chimica, resistenza alla corrosione e durezza superficiale. La funzione principale della bordatura è quella di sigillare saldamente la sezione trasversale del pannello, evitando danni al pannello dovuti a fattori ambientali e di utilizzo (principalmente umidità) e prevenendo la volatilizzazione della formaldeide all'interno del pannello, ottenendo un effetto decorativo.
-
01-17 2025
I vantaggi della bordatura in ABS
1. La bordatura in ABS non aggiunge alcun riempitivo (come il carbonato di calcio) durante il processo di produzione, quindi gli angoli arrotondati risultano lisci, lucidi e strutturati dopo la rifinitura e la superficie ha un'elevata resistenza agli urti. 2. La bordatura in ABS ha una buona stabilità dimensionale e subisce deformazioni da restringimento solo a temperature elevate, pari a 99 gradi Celsius. 3. La bordatura in ABS ha una forte resistenza alla corrosione chimica e viene costantemente rinnovata nel tempo. Caffè, salsa di soia, alcol e altre sostanze non causeranno alcun danno alla sua superficie. 4. I bordi in ABS non hanno odori irritanti. 5. I bordi in ABS possono essere bruciati direttamente ad alte temperature senza inquinamento atmosferico, il che è vantaggioso per la tutela dell'ambiente.